预应力钢筒混凝土管(DN2000mmX6000mm)
预应力钢筒混凝土管生产工艺概述
1、承插口钢环制作
利用专用承插口型材定长下料切割、卷圆、对焊成圆环、承口折边,在涨圆机上以超过钢板弹性强度张拉整圆至所需尺寸。
2、钢筒卷焊成型
将薄钢板开卷、清边、螺旋定长裁角,在自动螺旋焊机上装配承插口钢环,采用自动焊系统进行缝焊搭接,在筒体两端组装上承插口钢环环缝焊接后并确保钢环与筒体的垂直同心度,按标准规定压力进行水压试验。
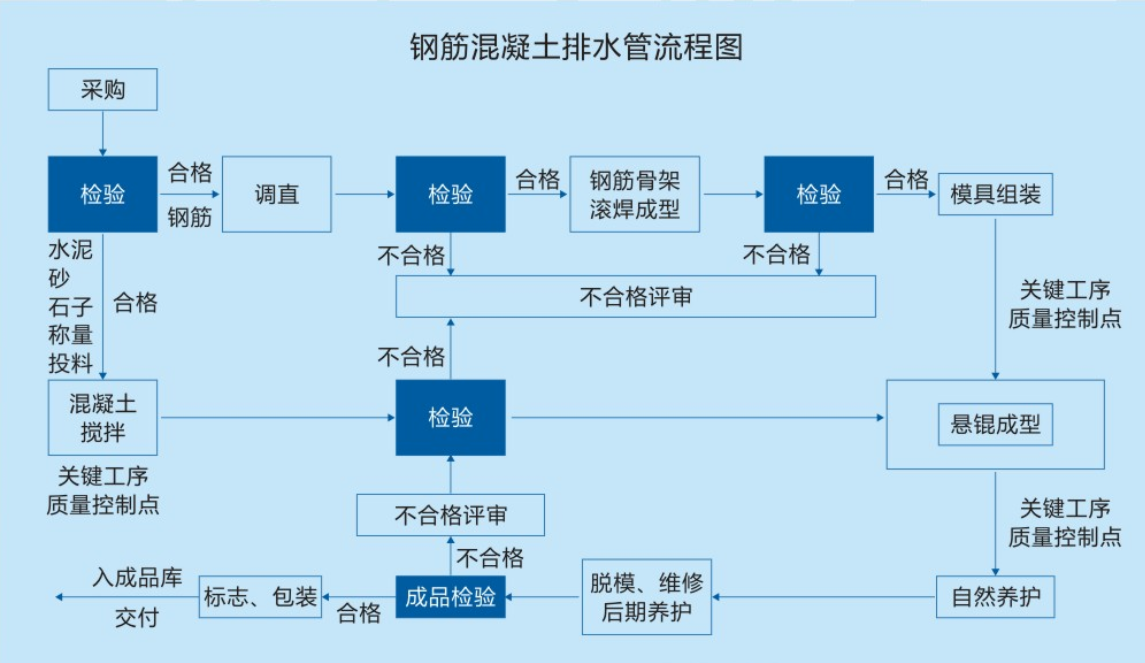
3、混凝土搅拌工序
材料称量准确,其误差范围︰水泥及粉煤灰±1%、外加剂±1%、砂石±2%,搅拌一盘料时应适当增加水泥用量,混凝土采用强制式搅拌机搅拌。拌合用水应计量准确,控制混凝土坍落度,砂浆维勃稠度。搅拌时间不宜少于1.5min,确保拌合均匀。拌制的混凝土应制作试块,用于脱模强度、缠丝强度、28天强度试验。
4、管芯成型
经水压检验合格后的钢筒,垂直套入内模,合上顶盖,再套入外模,拧紧内外模合缝螺丝,顶盖上放好下料锥;开启外模和顶盖上的附着式风动振动器,浇入拌制好的混凝土,边浇筑边振动直到完成浇筑﹔整修压平插口端面,经蒸汽养护后拆模形成管芯。
5、管芯养护
当一个浇筑工位的管芯成型完毕后,采用罩式养护,保温密封,达到静停时间后通入蒸汽进行养护,按规定测试并记录养护温度和时间。
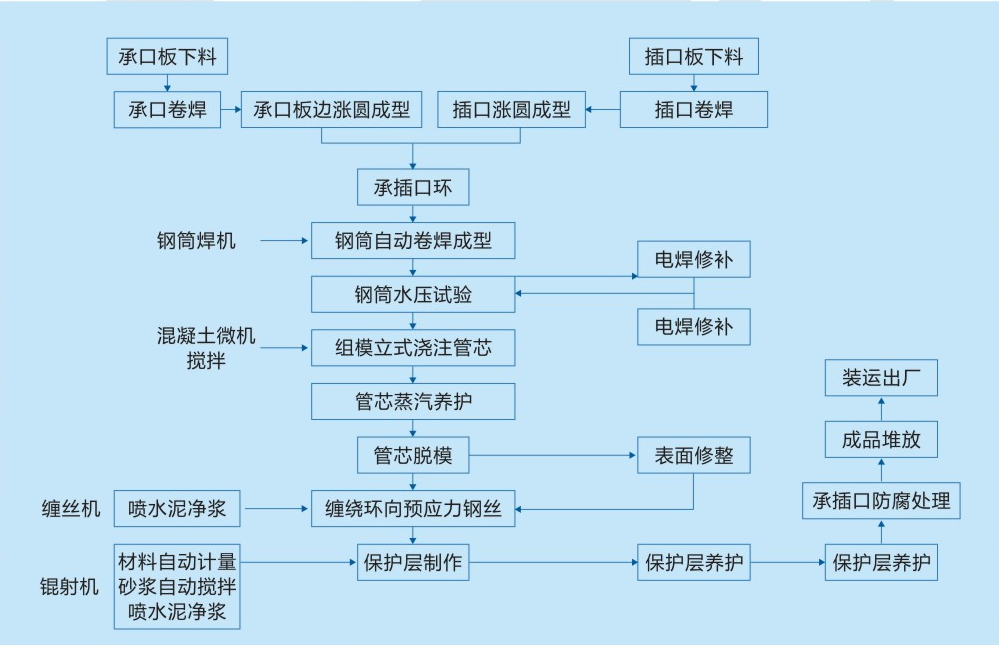
6、管芯脱模
当管芯达到脱模强度后,使用风动扳手进行拆模,利用龙门起重机吊起混凝土管芯脱模﹔混凝土管芯送到堆场进行自然养护,必要时采用二次蒸养。
7、缠绕环向预应力钢丝
利用龙门吊车将混凝土管芯送到缠丝工序,装在立式缠丝机平台上。钢丝经缠丝机施加应力并均匀地缠绕到混凝土管芯上,钢丝两端用锚固件锚紧。
8、保护层制作
为了保护环向预应力钢丝不受腐蚀,必须在混凝土管芯表面上喷涂一层砂浆保护层。龙门吊车将缠绕环向钢丝的管芯放置到喷浆机上,开动喷浆机,先喷上一层水泥净浆,再在管芯表面高速喷涂水泥砂浆,形成坚固的外保护层。喷浆完毕,将管子卸下并立放在平整场地进行自然养护、洒水保湿,必要时采用蒸汽养护。砂浆制备工序主要污染物是停机冲洗搅拌设备产生的废水和固废,废水产生量每天约0.5t/d,固废产生量每天约100Kg/d。
9、修补防腐
完成喷浆的管子应及时检查保护层外观质量,缺损或脱落的部位应及时修补并采取适当的养护措施﹔清理干净承插口钢环上的水泥净浆及其异物并进行防腐处理,涂刷防腐材料。
10、成品检验、堆放
产品的检验按照标准要求和相关的工艺文件进行,产品的堆放符合标准规定。干燥环境条件下,应定期洒水保持管子湿润,产品的搬运或运输时,应轻吊轻放,防止承插口及保护层碰伤。